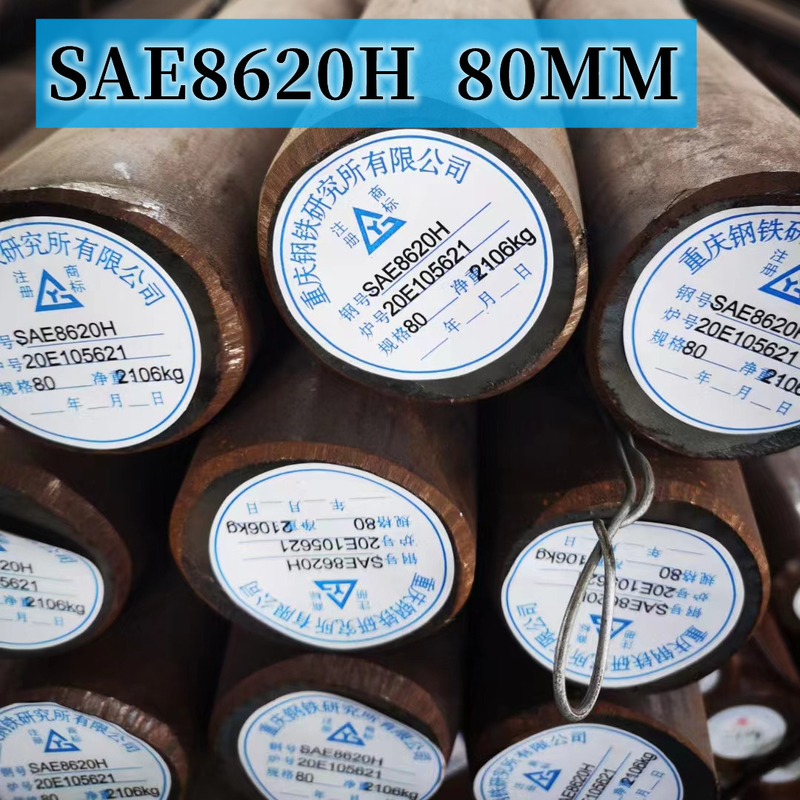
O SAE 8620 é definido como o baixo aço de liga do carbono que tem 0,5% Cr, 0,2% Mo e 0,5% Ni como o reforço de elementos da liga. É fornecido geralmente como a condição recozida com a dureza HB255max.
O SAE 8620 tem o bom desgaste - resistente com dureza HRC 60-63 do caso quando carburado, endurecido e moderado. Comparado com as categorias 8615 e 8617, mostra boas propriedades da força e da dureza do núcleo com uma escala típica da resistência à tração de MPa 700-1100, em seções pequenas e médias.
O SAE 8620 é serido para as aplicações que exigem uma combinação de dureza e vestem a resistência. é de uso geral no planejamento e nas indústrias automitive para toolholders e outros tais componentes.
Aplicação típica: Mandris, pinhões, arbustos, eixos de cames, pinos mestrees, catracas, engrenagens, eixos ranhurados etc.
FORMULÁRIO DA FONTE DO SAE 8620 & TAMANHO & TOLERÂNCIA DE AÇO
| Formulário da fonte |
Tamanho (milímetros) |
Processo |
Tolerância |
| Círculo |
Φ6-Φ100 |
Estirado a frio |
Brilhante/preto |
O melhor H11 |
| Φ16-Φ350 |
Laminado a alta temperatura |
Preto |
-0/+1mm |
| Descascado/terra |
O melhor H11 |
| Φ90-Φ1000 |
Quente forjado |
Preto |
-0/+5mm |
| Áspero girado |
-0/+3mm |
| Liso/quadrado/bloco |
Espessura: 120-800 |
Quente forjado |
Preto |
-0/+8mm |
| Largura: 120-1500 |
Áspero feito à máquina |
-0/+3mm |
Observação: A tolerância pode ser personalizada conforme pedidos
COMPOSIÇÃO QUIMICA DE AÇO DO SAE 8620 POR ASTM A29
| CATEGORIA |
C |
Si |
Manganês |
P |
S |
Cr |
Mo |
Ni |
| 8620 |
0.18-0.23 |
0.15-0.35 |
0.70-0.90 |
≤ 0,035 |
≤ 0,040 |
0.40-0.60 |
0.15-0.25 |
0.40-0.70 |
PROPRIEDADE FÍSICA DE AÇO DO SAE 8620
| Densidade g/cm3 |
7,85 |
| Grau F do ponto de derretimento |
2600 |
| A relação de Poisson |
0.27-0.30 |
| Maquinabilidade (AISI 1212 como a maquinabilidade 100%) |
65% |
| Expansão térmica (ºC 20) (¹ do ºC ˉ) |
12.2*10^-6 |
| Capacidade de calor específico j (kg*K) |
477 |
| Condutibilidade térmica com (m*K) |
46,6 |
| Resistividade elétrica Ohm*m |
2.34*10^-7 |
PROPRIEDADE MECÂNICA DE AÇO DO SAE 8620
Propriedades mecânicas típicas para o núcleo – carburado e o óleo extinguiu no °C 840
| Tamanho da seção |
11mm |
30mm |
63mm |
| Mpa da resistência à tração |
980-1270 |
780-1080 |
690-930 |
| Renda o Mpa da força |
≥785 |
≥590 |
≥490 |
| Alongamento % |
≥9 |
≥10 |
≥11 |
| Impacto J de Charpy |
≥41 |
≥41 |
≥41 |
| HB da dureza |
290-375 |
235-320 |
205-275 |
| Dureza HRC |
31-41 |
23-35 |
16-29 |
LIMITES DE AÇO DO HARDENABILITY DO SAE 8620
| Distância da extremidade extinta milímetro |
1,5 |
3 |
5 |
7 |
9 |
11 |
13 |
15 |
20 |
25 |
30 |
35 |
40 |
| Minuto de HRC |
41 |
37 |
31 |
25 |
21 |
– |
– |
– |
– |
– |
– |
– |
– |
| HRC máximo |
48 |
47 |
43 |
39 |
35 |
32 |
30 |
29 |
26 |
24 |
23 |
23 |
23 |
Os valores da dureza sob 20HRC não são especificados.
FORJAMENTO DE AÇO DO SAE 8620
Forjar a temperatura deve ser realizada entre 925℃-1230℃, AISI 8620 tem o baixo índice de carbono que é menos susceptível ao rachamento do que aços carbono médios ou altos, assim que pode ser aquecido e refrigerado mais rapidamente. O tempo embebendo na temperatura de forjadura deve ser tão curto como possível evitar a escamação pesada e o crescimento de grão excessivo. Mais baixa a temperatura do forjamento-término, mais fino o tamanho de grão. Não forje abaixo da liga de forjadura mínima da temperatura 850°C.This deve ser refrigerado na areia.
NORMALIZAÇÃO DE AÇO DO SAE 8620
Normalizar é usada para refinar a estrutura dos forjamentos que puderam ter refrigerado non-uniformly após forjado, e considerada como um tratamento de acondicionamento antes de endurecer de caso. Normalizar a temperatura para o aço de AISI 8620 deve ser realizada entre 900℃-925℃. guarda a hora apropriada para que o aço seja completamente caloroso terminar a ferrite à transformação da austenita. Esfrie ainda no ar. Este tratamento é considerado como um outro método de melhorar a maquinabilidade.
RECOZIMENTO DE AÇO DO SAE 8620
O recozimento completo é recomendado para AISI 8620 antes de fazer à máquina, AISI 8620 deve ser nosso levado em uma temperatura nominal de 820℃-850℃, guarda a hora apropriada para que o aço seja aquecido completamente, então refrigerar da fornalha.
CASO DE AÇO DO SAE 8620 QUE ENDURECE-SE
Depois da refinação do núcleo, aqueça a temperatura a 780OC – 820OC, guarde a hora apropriada para que o aço seja aquecido completamente, e extinga-a no óleo. Modere o mais cedo possível após extinto.
MODERAÇÃO DE AÇO DO SAE 8620
Moderando é realizado geralmente para aliviar esforços do processo de endurecimento, ele melhorará a dureza do caso e do núcleo, com somente pouca redução na força do núcleo e na dureza do caso. Aqueça o aço de AISI 8620 a 150OC – 200OC como necessário, guarde bastante hora até a temperatura é uniforme durante todo a seção, embebem para 1 – 2 horas por 25 milímetros da seção, e frescos no ar imóvel.
SAE 8620 CABURIZING DE AÇO
O bloco, o sal ou o gás carburam na temperatura 900OC – 925OC, guardando bastante tempo para obter a profundidade do caso e o índice de carbono exigidos, seguidos por um ciclo de endurecimento e de moderação apropriado para aperfeiçoar propriedades do caso e do núcleo.
CERTIFICADO & TESTES DA TERCEIRA
Relatório do MTC do SAE 8620
Relatório de testes do TUV


 Por favor verifique seu email!
Por favor verifique seu email! Portuguese
Portuguese