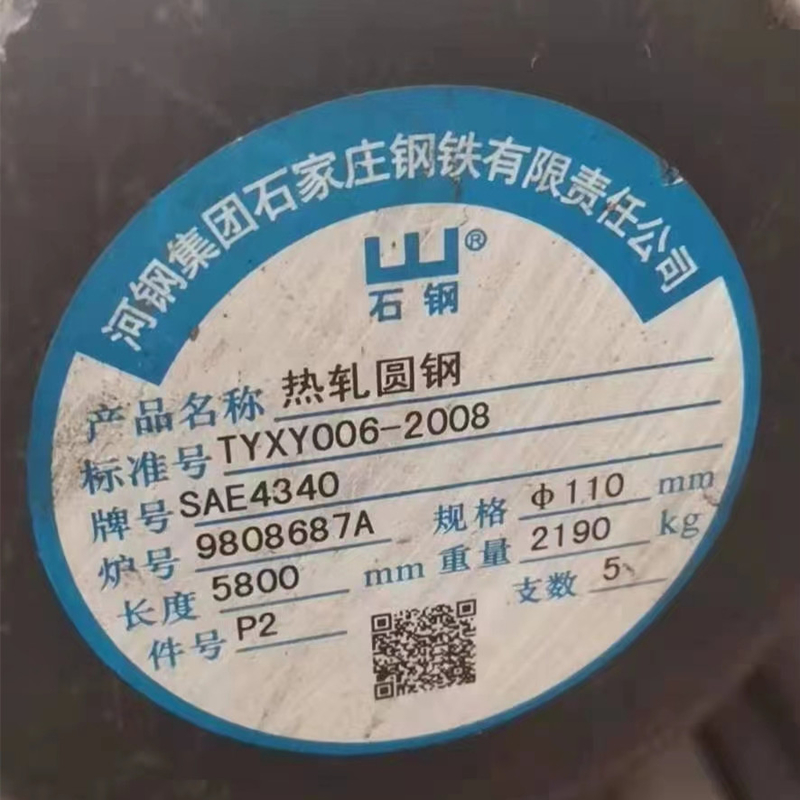
AÇO DE LIGA DE AISI/SAE 4340
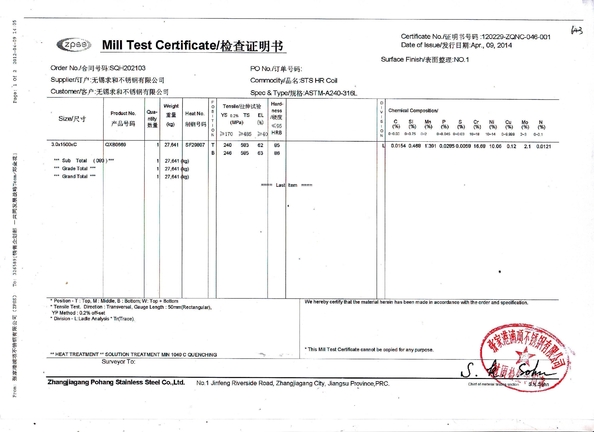
| ANÁLISE QUÍMICA |
| C% |
Carbono 0,38 – 0,43 |
| Mn% |
Manganês 0,6 – 0,8 máximo |
| P% |
Fósforo 0,035 máximo |
| S% |
Enxofre 0,040 máximo |
| Si% |
Silicone 0,15 – 0,3 |
| Ni% |
Níquel 1,65 – 2,0 |
| Cr% |
Cromo 0,7 – 0,9 |
| Mo% |
Molibdênio 0,2 – 0,3 |
CARACTERÍSTICAS GERAIS DO AÇO DE LIGA 4340
4340 são um aço de liga do níquel-cromo-molibdênio conhecido para que sua dureza e sua capacidade alcance forças altas na condição calor-tratada. Tem a resistência muito boa da fadiga.
Esta liga, 4340, pode ser calor - tratado aos níveis de grande resistência ao manter a boa dureza, vista níveis da resistência e da força de fadiga, combinados com a boa resistência de corrosão atmosférica, e força.
APLICAÇÕES
O anúncio publicitário e o avião militar, sistemas automotivos, aplicações hidráulicas e outras forjadas da máquina-instrumento, forjaram os eixos de manivela de aço.
FORJAMENTO
O forjamento deve ser realizado entre o º 2250 e 1800 F (1230 e 980 º C.). As peças devem ser lentas de refrigeração após a forjadura nas cinzas ou na areia etc.
TRATAMENTO TÉRMICO
O tratamento térmico após o forjamento é realizado para tornar o aço apropriado para fazer à máquina, e para encontrar os limites da propriedade mecânica especificados para as aplicações particulares do aço. Há diversas maneiras de aquecer-se para tratar uma parte de aço dada e é somente com a prática que a temperatura a melhor e as circunstâncias podem ser definidas. A seguinte informação deve ser tomada como guia somente.
RECOZIMENTO
Para obter uma estrutura pearlitic em determinadas peças para fazer à máquina, 4340 devem ser recozidos em uma temperatura nominal do º 1525 F (830 º C,) refrigerando ao º 1350 F (730 º C) e fornalha que refrigera ao º 1130 F (610 º C) a uma taxa 20 do º F (11 º C) pela hora, então refrigerar de ar. Este processo, conhecido como o recozimento completo, é muito demorado porque envolve refrigerar lento sobre a variação da temperatura inteira da temperatura austenitizing a uma temperatura bem abaixo daquele em que transformação está completa.
Para obter uma estrutura spheroidized na categoria 4340 envolve austenitizing na fornalha 1380 do º F (750 º C,) que refrigera ao º 1300 F (705 º C) então ao º 1050 F (565 º C) a uma taxa 5 do º F (3 º C) pela hora. Esta estrutura conduzirá provavelmente à melhor maquinabilidade do que a estrutura lamelosa grosseira do pearlite obtida pelo completo recozem o processo.
NORMALIZAÇÃO
Este processo é definido como o aquecimento de um aço a uma temperatura acima da ferrite à temperatura da transformação da austenita, a seguir refrigerá-lo no ar a uma temperatura bem abaixo desta temperatura da transformação. O tratamento pode ser realizado em produtos forjados como um tratamento de acondicionamento antes do tratamento térmico final. Normalizar igualmente serve para refinar a estrutura dos forjamentos que puderam ter refrigerado non-uniformly de sua operação de forjadura. A temperatura de normalização nominal para a categoria 4340 é o º 1500 F (815 º C,) mas a experiência da produção pode necessitar um º 50 F da temperatura (10 º C) acima ou abaixo desta temperatura. Em geral, quando os forjamentos são normalizados antes por exemplo de carburar ou de endurecer e de moderar, a escala superior de normalizar temperaturas é usada. Quando normalizar é o tratamento térmico final, a variação da temperatura mais baixa está usada.
ENDURECIMENTO
Resultados deste tratamento térmico na formação de martensite após extinguir, tendo por resultado a dureza e a resistência à tração aumentadas. Uma variação da temperatura o º de 1500 – 1550 F (815 – 845 º C) está a uma temperatura austenitizing normal para um endurecimento direto da categoria 4340. O óleo que extingue é usado normalmente para 4340 como o hardenability da liga é serido a este método extinguindo.
MODERAÇÃO
Moderando é realizado para aliviar esforços do processo de endurecimento, mas para obter primeiramente as propriedades mecânicas exigidas para a aplicação final. A temperatura de moderação real será escolhida encontrar as propriedades exigidas, e em muitos casos será uma matéria da tentativa e erro.
Esta categoria 4340 pode igualmente ser endurecida a nitruração ou a chama ou pelo endurecimento de indução.
MAQUINABILIDADE
Esta categoria é prontamente produzível à máquina, com uma estrutura pearlitic lamelosa grosseira ou uma estrutura spheroidized que estão sendo recomendadas melhor, segundo o tamanho da seção e a complexidade e a quantidade de fazer à máquina a ser realizado. Se há uma dúvida sobre a conformidade de qualquer outra estrutura, a seguir uma estrutura do spheroidizrd deve ser apontada para no tratamento térmico.
SOLDADURA
Esta categoria é soldada prontamente na condição recozida, mas soldar na condição endurecida e moderada deve ser evitada sempre que seja possível devido ao efeito em propriedades mecânicas. Soldar no nitrided ou a chama ou as circunstâncias endurecidas indução não é recomendada.


 Por favor verifique seu email!
Por favor verifique seu email! Portuguese
Portuguese