1,4435 X2CrNiMo18.14.3 barra redonda de aço inoxidável da modificação da UREIA 316L
Nós somos um produtor principal de barras redondas forjadas modificação de AISI 316L, modificação de AISI 316L que forja as barras redondas, AISI 316LMod, AISI 316 litro modificação forjado/forjando as barras redondas, 724L, 724 litros forjamento/barras redondas forjadas, 316LMOD forjadas/forjando as barras redondas, 1,4435 que forjam/fábrica forjada das barras redondas da porcelana
Nós poderíamos produzir a modificação de AISI 316L, o 724L, os 1,4435 que forjam/barras redondas forjadas com os diâmetros que variam de 10MM a 6000MM e com pesos de 10KGS a 15000KGS
O método de derretimento da modificação de AISI 316L, 724L, material 1,4435 é ESR+VIR ou VIM+ESR+VAR
Nossa modificação de AISI 316L, 724L, 1,4435 forjada/forjando barras redondas é amplamente utilizada dentro nos centrais química e embarcações pesadas, produtores da bomba e da válvula, e as lâminas industriais. Separadores e centrifugadores, indústria de cimento e indústria de açúcar, plataforma de perfuração, equipamento de perfuração, encanamentos e refinarias, produção de eletricidade e centrais elétricas, geradores, compressores, caixas de engrenagens. Óleo & indústria do gás, moinhos concretos e misturadores, unidades de processamento, equipamento do crystalizer e assim por diante
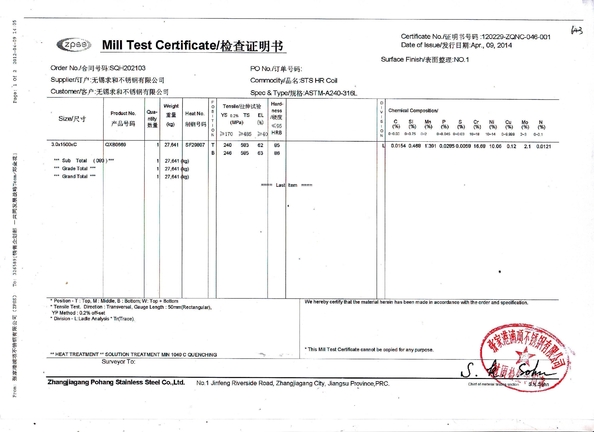
Nossa modificação de AISI 316L, 724L, 1,4435 forjada/forjando barras redondas podia ser inspeção ultrassônica de 100% conforme o padrão de forjadura do teste das peças UT de ASTM A 388 ou de EN10228.
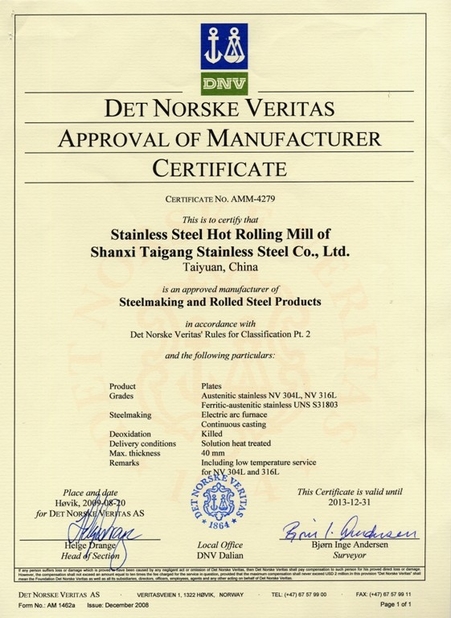
Nós poderíamos fornecer a modificação de AISI 316L, 724L, 1,4435 forjada/forjando o certificado material das barras redondas conforme o padrão de EN10204-3.1 ou de EN10204-3.2 do terceiro
Todo o inquérito da modificação de AISI 316L, 724L, 1,4435 forjou/forjando barras redondas, sente por favor livre contactar-nos. Nós estamos contentes de citar o melhor preço para o cada clientes
Tratamento térmico:
Normalizado/recozeu/extinto/moderou
Tratamento de superfície:
pintura, chapeamento, lustrando, óxido preto, óleo antiferrugem transparente
Controle da qualidade:
UT, TA, RT, pinta, teste da composição quimica, teste da propriedade mecânica, etc.
Inspeção:
1, certificado da matéria prima (composição quimica material) 2, relatório da folha do tratamento térmico
3, relatório de inspeção 4 da dimensão, relatório de teste de UT
Condição da entrega:
+Rough forjado quente fez à máquina (superfície preta após Q /T) + girado
Vantagens competitivas:
Controle e gestão da qualidade ao processo do produto do todo, incluindo a fundição do lingote, o forjamento, o tratamento térmico, fazer à máquina e a inspeção restritamente final antes da entrega.
Qualidade de produto e serviço excelentes, preço competitivo, “a tempo” entrega
aço da ureia 316Lmod (1,4435, 18-14-3)
A categoria alterada 316L da UREIA foi desenvolvida especialmente para aplicações da planta da ureia. É uma de aço inoxidável alterado 316L com extra-baixo índice do silicone e índices mais altos substanciais do molibdênio.
O baixo índice de carbono, combinado com uma química bem equilibrada (baixo índice do silicone e do níquel perto de 14%) faz a liga inteiramente austenítica, livre de precipitações intermetallic da fase. O nível da ferrite é mantido sob 0,5% no recozimento da solução e nas circunstâncias extintas água.
A liga é projetada para propriedades de resistência melhoradas da corrosão em ambientes do carbonato da ureia.
A química típica dos materiais de enchimento a ser usados é como segue
Manganês N do Ni Mo do Cr
20% 16% 3% 6,5% 0,2%
Ni Mo 18-14-3 - 1,4435 do Cr X2 do EN 10088/EN 10028 .........
AFNOR ................................ Z3 CND 18.14.03
RUÍDO ...................................... W.Nr 1,4435
ASTM. ............................... 316L alterado
A UREIA da liga CLI alterada é que o índice da ferrite é garantido menos um de 0,5% de aço inoxidável inteiramente austenítico após o tratamento térmico do recozimento da solução (1120-1180C (2048-2156F) /water extinto). O índice de carbono está a um ponto baixo mantido quando a fábrica de aço for aperfeiçoada a fim melhorar as propriedades da limpeza do aço. A liga é projetada para aplicações da ureia (baixos índices do carbono e do silicone).
A corrosão máxima típica resulta exigido depois das especificações diferentes depois que os testes de Huey (ASTM A262 C - cinco períodos de 48 H.) são: perda de peso máximo mais baixos de 3,3 µm/48 h (² do ª 130 mg/dm por 24 H.), com uma profundidade máxima para microfissura µm 200 do µm no sentido longo e 70 no sentido transversal.
Formação quente
A formação quente deve ser realizada em uma variação da temperatura de 1200-950C (2732 - 1742F) depois que a parte foi uniformely calor - tratados. O tremperature completo final do recozimento é exigido para obter a microestrutura pedida. Será executado em 1120-1180C (2048-2156F) seguido extinguir da água.
Formação fria
Devido a sua microestrutura inteiramente austenítica, a liga pode ser formada a frio sem nenhum problema. O índice mais alto do molibdênio e o comportamento de endurecimento frio do aço explicam que pode exigir uns equipamentos mais poderosos do que 304 de aço inoxidável.
Conservação em vinagre
A categoria alterada UREIA deve ser usada no como circunstâncias conservadas e passivated. O tratamento de conservação em vinagre pode ser executado com um banho ácido nitro-fluorídrico (10- 20% HN03 - HF 1.5-5%) na temperatura ambiente (poucas horas) ou nos 20 minutos aproximadamente em 60C (140F). 10-20% H2SO4 - o banho de conservação em vinagre do HF 1.5-5% pode igualmente ser usado.
A UREIA da liga alterada pode ser soldada com os a maioria dos processos da soldadura: TIG, plasma, soldadura de MIG, assim como processos de SMAW, de SERRA ou de FCAW.
A liga é sensível ao fenômeno de rachamento quente devido a sua microestrutura inteiramente austenítica.
A solda deve ser executada a fim obter extra-baixos índices da ferrite, nenhumas carboneto ou precipitações dos nitretos, baixos índices do silicone assim como nenhumas precipitações intermetallic das fases.
Uns produtos mais altos do índice do manganês devem ser considerados.
Use os elétrodos revestidos básicos ou os fluxos a fim diminuir a susceptibilidade de rachamento quente. A entrada de calor deve ser limitada a 1,5 kJ/mm e a temperatura dos interpass mantida abaixo de 150C (302F).
Resultados da análise típicos da corrosão na solução do teste de Huey - ASTM A262-C são como seguem:
perda de peso maxi 3,3 µm/48h - ² h de 0,54 g/m com mais baixo µm de 200 do ataque seletivo.
Detalhes do produto

Embalagem & transporte

 Por favor verifique seu email!
Por favor verifique seu email!